
Page 70 - 《涂层与防护》2019年第7期
P. 70
许瑆琥:汽车涂料橘皮影响因素的研究
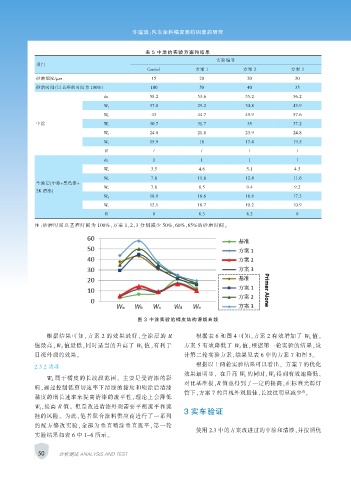
表 5 中涂的实验方案和结果
实验编号
项目
Control 方案 1 方案 2 方案 3
砂磨细度/μm 15 20 20 20
砂磨时间(以基准的时间为 100%) 100 50 40 35
du 58.2 53.6 55.2 56.2
37.8 29.2 34.8 43.9
W a
43 44.7 49.9 57.6
W b
中涂 W c 30.7 31.7 35 37.2
W d 24.8 21.8 23.9 24.8
15.9 16 17.4 19.5
W e
R / / / /
du 1 1 1 1
3.5 4.6 5.1 4.5
W a
7.8 11.8 12.4 11.6
W b
全涂层(中涂+黑色漆+
7.6 8.5 9.4 9.2
W c
2K 清漆)
W d 18.9 16.6 16.8 17.3
W e 12.1 10.7 10.2 10.9
R 8 8.3 8.2 8
注:砂磨时间以基准时间为 100%,方案 1,2,3 分别减少 50%,60%,65%的砂磨时间。
图 3 中涂实验的橘皮结构谱线曲线
根据结果可知,方案 2 的效果最好,全涂层的 R 根据表 6 和图 4 可知,方案 2 有效增加了 W b 值,
值最高,W d 值最低,同时适当的升高了 W b 值,有利于 方案 5 有效降低了 W d 值,根据第一轮实验的结果,设
目视外观的效果。 计第二轮实验方案,结果见表 6 中的方案 7 和图 5。
2.3.2 清漆 根据以上两轮实验结果可以看出, 方案 7 的优化
效果最明显, 在升高 W b 的同时,W d 得到有效地降低,
W d 属于橘皮的长波段范围, 主要是受清漆的影
对比基准板,R 值也得到了一定的提高,在标准光源灯
响,通过控制低剪切速率下清漆的黏度和喷涂后清漆
[3]
管下,方案 7 的目视外观最佳,长波纹明显减少 。
黏度的增长速率来提高清漆的流平性,理论上会降低
W d ,提高 R 值。 但是改进清漆外观需要平衡流平和流
3 实车验证
挂的风险。 为此,笔者联合涂料供应商进行了一系列
的配方修改实验,全部为垂直喷涂垂直流平,第一轮
使用 2.3 中的方案改进过的中涂和清漆,并按照优
实验结果如表 6 中 1~6 所示。
50 分析测试 ANALYSIS AND TEST