
Page 68 - 《涂层与防护》2019年第7期
P. 68
许瑆琥:汽车涂料橘皮影响因素的研究
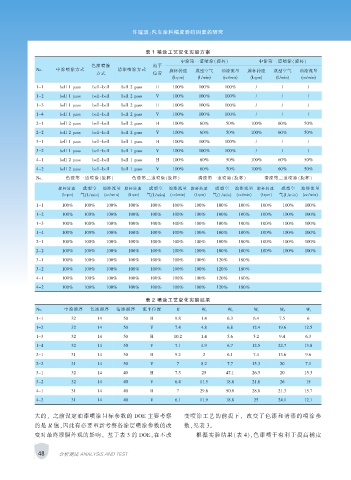
表 1 喷涂工艺变化实验方案
中涂第一道喷涂(旋杯) 中涂第二道喷涂(旋杯)
色漆喷涂 流平
No. 中涂喷涂方式 清漆喷涂方式 旋杯转速 成型空气 油漆流量 旋杯转速 成型空气 油漆流量
方式 位置
(krpm) (L/min) (cc/min) (krpm) (L/min) (cc/min)
1-1 bell 1 pass bell-bell bell 2 pass H 100% 100% 100% / / /
1-2 bell 1 pass bell-bell bell 2 pass V 100% 100% 100% / / /
1-3 bell 1 pass bell-bell bell 2 pass H 100% 100% 100% / / /
1-4 bell 1 pass bell-bell bell 2 pass V 100% 100% 100% / / /
2-1 bell 2 pass bell-bell bell 2 pass H 100% 60% 50% 100% 60% 50%
2-2 bell 2 pass bell-bell bell 2 pass V 100% 60% 50% 100% 60% 50%
3-1 bell 1 pass bell-bell bell 1 pass H 100% 100% 100% / / /
3-2 bell 1 pass bell-bell bell 1 pass V 100% 100% 100% / / /
4-1 bell 2 pass bell-bell bell 1 pass H 100% 60% 50% 100% 60% 50%
4-2 bell 2 pass bell-bell bell 1 pass V 100% 60% 50% 100% 60% 50%
No. 色漆第一道喷涂(旋杯) 色漆第二道喷涂(旋杯) 清漆第一道喷涂(旋杯) 清漆第二道喷涂(旋杯)
旋杯转速 成型空 油漆流量 旋杯转速 成型空 油漆流量 旋杯转速 成型空 油漆流量 旋杯转速 成型空 油漆流量
(krpm) 气(L/min) (cc/min) (krpm) 气(L/min) (cc/min) (krpm) 气(L/min) (cc/min) (krpm) 气(L/min) (cc/min)
1-1 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
1-2 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
1-3 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
1-4 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
2-1 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
2-2 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
3-1 100% 100% 100% 100% 100% 100% 100% 120% 180%
3-2 100% 100% 100% 100% 100% 100% 100% 120% 180%
4-1 100% 100% 100% 100% 100% 100% 100% 120% 180%
4-2 100% 100% 100% 100% 100% 100% 100% 120% 180%
表 2 喷涂工艺变化实验结果
No. 中涂膜厚 色漆膜厚 清漆膜厚 流平位置 R W a W b W c W d W e
1-1 32 14 50 H 9.8 1.4 6.3 6.4 7.5 6
1-2 32 14 50 V 7.4 4.8 6.8 12.4 19.6 12.5
1-3 32 14 50 H 10.2 1.4 5.6 5.2 9.4 6.3
1-4 32 14 50 V 7.1 4.9 6.7 12.5 22.7 13.8
2-1 31 14 50 H 9.2 2 6.1 7.4 13.6 9.6
2-2 31 14 50 V 7 8.2 7.7 15.3 20 7.1
3-1 32 14 40 H 7.3 25 47.1 26.5 20 15.3
3-2 32 14 40 V 6.4 11.5 18.8 21.8 26 15
4-1 31 14 40 H 7 29.6 50.6 28.8 21.3 15.7
4-2 31 14 40 V 6.1 11.9 18.8 25 24.1 12.1
大的, 之前设定油漆喷涂目标参数的 DOE 主要考察 变喷涂工艺的前提下, 改变了色漆和清漆的喷涂参
的是 R 值,因此有必要重新考察各涂层喷涂参数的改 数,见表 3。
变对最终漆膜外观的影响。 基于表 3 的 DOE,在不改 根据实验结果(表 4),色漆喷干有利于提高橘皮
48 分析测试 ANALYSIS AND TEST