
Page 43 - 涂层与防护2020-07-电子版
P. 43
畅舒,等:ED7 阴极电泳漆在车身电泳槽的混用
表 7 混槽过程中槽液参数的记录
混槽比例/%
序号 检测项目 4.67 24.06 49.21 74.74 96.25
2018/7/5 2018/7/10 2018/7/20 2018/8/17 2018/10/31
1 槽液固体份/% 19.7 20.8 22.1 21.87 21.6
2 槽液 pH 5.62 5.71 5.71 5.61 5.78
-1
3 槽液电导率/(μs · cm ) 1 350 1 321 1 500 1 507 1 490
4 槽液颜基比/% 13.6 13 12.87 12.4 13.25
5 槽液杀菌剂含量/10 -6 25 23 25 26 27
6 槽液溶剂含量(BC)/% 0.23 0.32 0.36 0.31 0.38
7 槽液细菌等级 0 0 0 0 0
8 缩孔等级 8 8 9 9 9
9 泳透力/% 41 44 47 51 56
10 内表面电泳膜厚/μm 13.2 13.9 14.7 14.5 14.2
11 外表面电泳膜厚/μm 25.2 24.8 24.4 22 21.4
12 水平面粗糙度/μm 0.323 0.322 0.315 0.305 0.299
13 垂直面粗糙度/μm 0.285 0.284 0.279 0.28 0.279
14 电泳附着力/级 0 0 0 0 0
15 面漆附着力/级 0 0 0 0 0
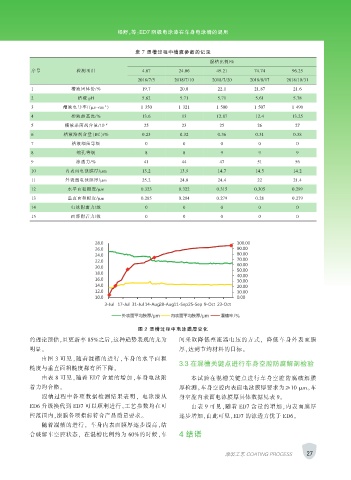
图 2 混槽过程中电泳膜厚变化
的理论预估,且更新率 85%之后,这种趋势表现的尤为 间采取降低整流器电压的方式, 降低车身外表面膜
明显。 厚,达到节约材料的目标。
由图 3 可见,随着混槽的进行,车身的水平面粗
3.3 在混槽关键点进行车身空腔防腐解剖检验
糙度与垂直面粗糙度都有所下降。
由表 8 可见,随着 ED7 含量的增加,车身电泳附 本试验在混槽关键点进行车身空腔防腐破解膜
着力均合格。 厚检测。车身空腔内表面电泳膜厚要求为≥10 μm。车
混槽过程中各项数据检测结果表明, 电泳漆从 身空腔内表面电泳膜厚具体数据见表 9。
ED6 升级换代到 ED7 可以顺利进行,工艺参数均在可 由表 9 可见,随着 ED7 含量的增加,内表面膜厚
控范围内,漆膜各项指标符合产品质量要求。 逐步增加,由此可见,ED7 的泳透力优于 ED6。
随着混槽的进行, 车身内表面膜厚逐步提高,结
合破解车空腔状态, 在混槽比例约为 60%的时候,车 4 结语
27
涂装工艺 COATING PROCESS