
Page 27 - 涂层与防护1912-合
P. 27
黄炜平:汽车涂层外观品质的研究
[2]
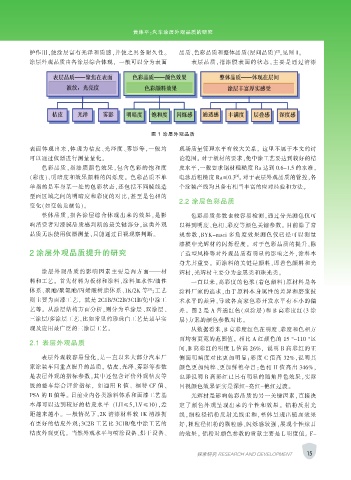
护作用,使涂层富有光泽和质感,并使之具备耐久性。 品质、色彩品质和整体品质(层间品质) ,见图 1。
涂层外观品质由各涂层综合体现, 一般可以分为表面 表层品质,指漆膜表面的状态,主要是通过清漆
图 1 涂层外观品质
表面体现出来,体现为桔皮、光泽度、雾影等,一般均 现场质量管理水平有较大关系, 这里不属于本文的讨
可以通过仪器进行测量量化。 论范围。 对于板材的要求,免中涂工艺要达到较好的桔
色彩品质,指漆膜颜色效果,包含色彩的饱和度 皮水平,一般要求钢材粗糙度 Ra 达到 0.6~1.5 的水准,
[4]
(彩度)、明暗度和效果颜料的闪烁度。 色彩品质不单 电泳后粗糙度 Ra≤0.3 。 对于表层外观品质的管控,各
单指的是车身某一处的色彩状态,还包括不同棱线造 个涂装产线均具备有相当丰富的应对经验和方法。
型面区域之间的明暗度和彩度的对比,甚至是色相的
2.2 涂层色彩品质
变化(如变色龙颜色)。
整体品质,指各涂层综合体现出来的效果,是影 色彩品质参数也较容易检测,通过分光测色仪可
响消费者对漆膜品质感判断的最关键部分,这类外观 以得到明度、色相、彩度等颜色关键参数。 目前除了常
品质无法使用仪器测量,只能通过目视观察判断。 规参数,BYK-maci 多角度效果测色仪已经可以测量
漆膜中光辉材的闪烁程度。 对于色彩品质的提升,除
2 涂层外观品质提升的研究 了造型风格等对外观品质有明显的影响之外,涂料本
身尤其重要。 而涂料的关键是颜料,即着色颜料和光
涂层外观品质的影响因素主要是两方面———材 辉材,光辉材主要分为金属类和珠光类。
料和工艺。 首先材料为板材和涂料,涂料如水性/油性 一直以来,高彩度的色浆(着色颜料)原材料是各
体系、聚酯/聚氨酯/丙烯酸树脂体系、1K/2K 等 ;工艺 涂料厂家的追求,由于原料本身属性的差异和磨浆技
[3]
则主要为面漆工艺, 就是 2C1B/3C2B/3C1B/免中涂工 术水平的差异,导致各商家色彩开发水平有不小的偏
艺等。 从涂层结构方面分析,则分为单涂层、双涂层、 差。 图 2 是 A 普通红色(双涂层)和 B 高彩度红(3 涂
三涂层/多涂层工艺,比如常见的珍珠白工艺是最早实 层)方案的颜色参数对比。
现及应用最广泛的三涂层工艺。 从数据看来,B 高彩度红色在明度、彩度和色相方
面均有更宽的范围值。 相比 A 红颜色的 15 °~110 °区
2.1 表层外观品质
间,B 高彩红的明度 L 值高 26%, 说明 B 高彩红的正
表层外观较容易量化,是一直以来大部分汽车厂 侧面明暗度对比更加明显;彩度 C 值高 32%,说明其
家涂装车间重点提升的品质。 桔皮、光泽、雾影等参数 颜色更加纯粹、更加鲜艳夺目;色相 H 值高出 346%,
是表层外观的指标参数,其中还包含评价外观桔皮等 也即说明 B 高彩红已具有明显的随角异色效果,实际
级的整车综合评价指标, 如通用 R 值、 福特 CF 值、 目视颜色效果证实是深红-亮红-艳红过渡。
PSA 的 B 值等。 目前业内各类涂料体系和面漆工艺基 光辉材是影响色彩品质的另一关键因素,直接决
本都可以达到较好的桔皮水平 (LH≤5,LV≤10),差 定了颜色外观呈现出来的个性和效果。 铝粉反射光
距越来越小。 一般情况下,2K 清漆材料较 1K 清漆拥 线,细粒径铝粉反射光线柔和,整体呈现出镜面效果
有更好的桔皮外观;3C2B 工艺比 3C1B/免中涂工艺的 好,粗粒径铝粉的颗粒感、闪烁感较强,展现个性炫目
桔皮外观更优。 当然外观水平与喷涂设备、烘干设备、 的效果。 铝粉对颜色参数的贡献主要是 L 明度值。 F-
15
探索研究 RESEARCH AND DEVELOPMENT