
Page 76 - 涂层与防护2020-04电子版
P. 76
王浩,等:轨道交通车辆用 PVC 地板布焊接工艺研究
表 3 焊接速度对接头的影响
速度刻度 接头外观状态 接头拉伸强度/MPa 拉伸断裂方式
2.0 外观良好 3.34 熔合线断裂
2.5 外观良好 7.57 焊缝断裂
3.0 外观良好 4.61 熔合线断裂
3.5 外观良好 4.12 熔合线断裂
4.0 外观良好 3.33 熔合线断裂
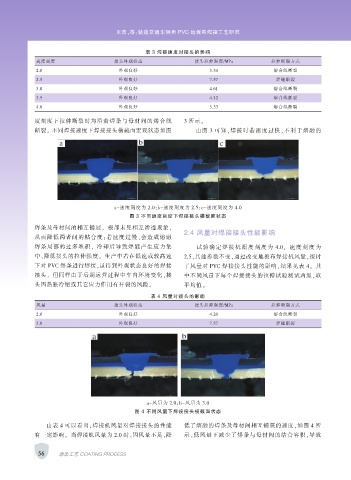
度刻度下拉伸断裂时均沿着焊条与母材间的熔合线 3 所示。
断裂。 不同焊接速度下焊接接头横截面宏观状态如图 由图 3 可知,焊接时若速度过快,不利于熔融的
a-速度刻度为 2.0;b-速度刻度为 2.5;c-速度刻度为 4.0
图 3 不同速度刻度下焊接接头横截面状态
焊条及母材间的相互铺展, 根部未见相互渗透现象,
2.4 风量对焊接接头性能影响
从而降低两者间的粘合度;若速度过慢,会造成熔融
焊条局部的过多堆积, 冷却后导致焊缝产生应力集 试 验 确 定 焊 接 机 温 度 刻 度 为 4.0, 速 度 刻 度 为
中,降低接头的拉伸强度。 生产中若在低速或较高速 2.5,其他参数不变,通过改变地板布焊接机风量,探讨
下对 PVC 焊条进行焊接,虽得到外观状态良好的焊接 了风量对 PVC 焊接接头性能的影响,结果见表 4。 其
接头, 但同样由于后期运营过程中车内环境变化,接 中不同风量下每个焊接接头的拉伸试验测试两组,取
头因热胀冷缩或其它应力作用有开裂的风险。 平均值。
表 4 风量对接头的影响
风量 接头外观状态 接头拉伸强度/MPa 拉伸断裂方式
2.0 外观良好 4.26 熔合线断裂
3.0 外观良好 7.57 焊缝断裂
a-风量为 2.0;b-风量为 3.0
图 4 不同风量下焊接接头横截面状态
由表 4 可以看出,焊接机风量对焊接接头的性能 低了熔融的焊条及母材间相互铺展的速度,如图 4 所
有一定影响。 当焊接机风量为 2.0 时,因风量不足,降 示,低风量下减少了焊条与母材间的结合容积,导致
56 涂装工艺 COATING PROCESS