
Page 44 - 涂层与防护2020-03完整版
P. 44
潘帅军,等:中低光转印效果粉末涂料配方的研究
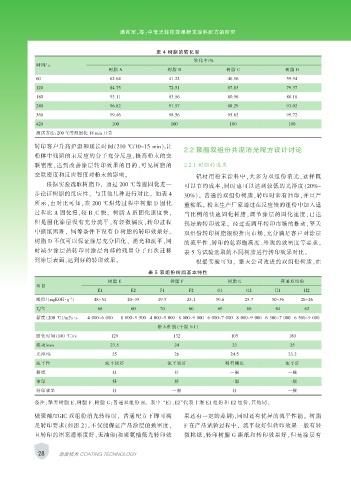
表 4 树脂的转化率
转化率/%
时间/ s
树脂 A 树脂 B 树脂 C 树脂 D
60 62.64 41.22 46.16 59.94
120 84.75 72.51 67.83 79.37
180 93.11 83.56 80.56 88.18
240 96.82 91.57 88.29 93.02
360 99.46 98.56 95.82 99.72
420 100 100 100 100
测试方法:200 ℃等温固化 18 min 开盖
转印客户升高炉温和延长时间(210 ℃/10~15 min),让
2.2 聚酯双组份共混消光配方设计讨论
粉体中残留的未反应的分子充分反应,提高粉末的交
联密度,达到改善涂层转印效果的目的,可见树脂的 2.2.1 树脂的选用
交联密度和反应程度对粉末的影响。 铝材用粉末涂料中,大多为双组份消光,这样既
根据实验选取树脂 D, 通过 200 ℃等温固化进一 可以节约成本,同时也可以达到较低的光泽度(20%~
步论证树脂的反应性, 与其他几种进行对比。 如表 4 30%)。 普通的双组份树脂,转印时常有油印,并且严
所示,由对比可知,在 200 ℃烘烤过程中树脂 D 固化 重粘纸。 粉末生产厂家通过在反应慢的组份中加入适
过程比 A 固化慢,较 B、C 快。 树脂 A 虽固化速度快, 当比例的快速固化树脂,调节涂层的固化速度,已达
但是固化涂层没有充分流平,有轻微橘皮,转印过程 到好的转印效果。 经过近两年转印市场的推动,擎天
中撕纸困难, 同等条件下没有 D 树脂的转印效果好。 双组份转印树脂很快推向市场,充分满足客户对涂层
树脂 D 不仅可以保证涂层充分固化、 消光和流平,同 的流平性、转印的色彩饱满度、外观的致密度等要求。
时减少涂层热转印时涂层内部的残留分子再次迁移 表 5 为试验选取的不同树脂进行转印效果对比。
到涂层表面,达到好的转印效果。 根据实验可知, 擎天公司改进的双组份树脂,在
表 5 双组份树脂基本特性
树脂 E 树脂 F 树脂 G 普通双组份
项目
E1 E2 F1 F2 G1 G2 H1 H2
-1
酸值/(mgKOH · g ) 48~54 20~35 49.5 23.1 50.6 25.7 50~56 20~26
T g/℃ 68 60 70 60 69 60 64 62
黏度(200 ℃)/mPa · s 4 000~6 000 8 000~9 500 4 000~5 000 8 000~9 000 6 000~7 000 8 000~9 000 6 300~7 000 6 500~9 000
粉末性能(干混 1∶1)
胶化时间(180 ℃)/s 129 132 105 180
流动/mm 23.5 24 23 25
光泽/% 25 26 24.5 23.2
流平性 流平较好 流平较好 稍有橘皮 流平好
撕纸 好 好 一般 一般
油印 好 好 一般 一般
转印效果 好 一般 好 一般
备注:擎天树脂 E、树脂 F、树脂 G;普通双组份 H。 表中 “E1、E2”代表干混 E1 组份和 E2 组份,其他同。
做聚酯/TGIC 双组份消光转印时, 普通配方下即可满 果还有一定的差别),同时还有优异的流平性能。 树脂
足转印要求(如图 2)。不仅能保证产品涂层的致密度, F 在产品试验过程中, 流平较好但转印效果一般有轻
且转印的图案清晰度好,无油印(和聚氨酯低光转印效 微粘纸,转印树脂 G 撕纸和转印效果好,但是涂层有
28 涂层技术 COATING TECHNOLOGY