
Page 23 - 涂层与防护2020-03完整版
P. 23
黄祉伟:降低车身涂装打磨点的治具一回清洗工艺探讨
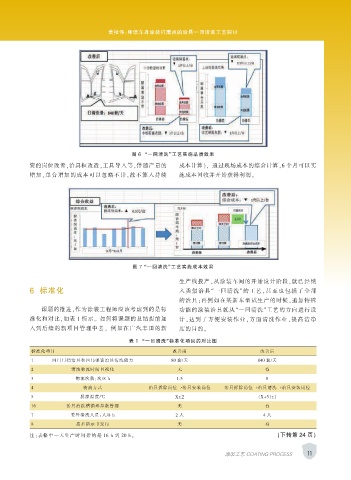
图 6 “一回清洗”工艺实施品质效果
资的岗位改善,治具框改造,工具导入等,伴随产量的 成本计算), 通过现场成本的综合计算,6 个月可以实
增加,单台增加的成本可以忽略不计,故不算入持续 施成本回收并开始获得利润。
图 7 “一回清洗”工艺实施成本效果
生产线投产,从涂装车间的开始设计阶段,就已经纳
6 标准化 入类似治具“一回清洗”的工 艺,甚 至 也包 括了 全 部
的治具;再例如在某新车型试生产的时候,追加特殊
课题的推进,作为涂装工程师应该考虑到的是标 功能的涂装治具就从“一回清洗”工艺的方向进行设
准化和对比,如表 1 所示。 如何将课题的总结提前加 计,达到了方便安装作业,方 面 清洗 作业 ,提 高洁 净
入到后续的新项目管理中去, 例如在广汽丰田的新 度的目的。
表 1 “一回清洗”标准化项目的对比图
标准化项目 改善前 改善后
1 四门门档治具和四门弹簧治具清洗能力 80 套/天 840 套/天
2 清洗物流时间目视化 无 有
3 物流次数:次/8 h 1.5 8
4 物流方式 治具拆除岗位→治具安装岗位 治具拆除岗位→治具清洗→治具安装岗位
5 脱漆温度/℃ X±2 (X+5)±1
16 治具清洗槽循环参数管理 无 有
7 委外清洗人员:人/8 h 2 人 4 人
8 技术指示书发行 无 有
注:表格中一天生产时间指的是 16 h 到 20 h。 (下转第 24 页)
11
涂装工艺 COATING PROCESS