
Page 21 - 涂层与防护2020-03完整版
P. 21
黄祉伟:降低车身涂装打磨点的治具一回清洗工艺探讨
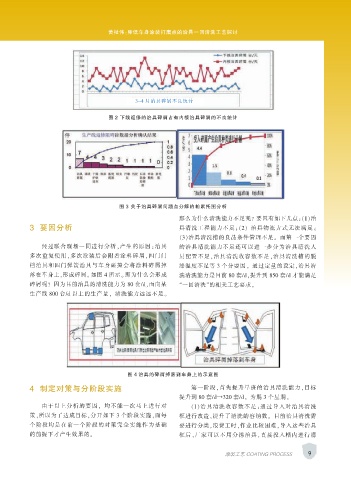
3~4 月治具碎屑不良统计
图 2 下线返修的治具碎屑占有内板治具碎屑的不良统计
图 3 关于治具碎屑问题点分解的帕累托图分析
那么为什么清洗能力不足呢? 要因有如下几点:(1)治
3 要因分析 具清洗工程能力不足;(2) 治具物流方式无法满足;
(3)治具清洗槽的良品条件管理不足。 而第一个要因
经过联合现场一同进行分析,产生的原因:治具 的治具清洗能力不足还可以进一步分为治具清洗人
多次重复使用,多次涂装后会附着涂料碎屑,四门门 员配置不足,治具清洗收容数不足,治具清洗槽的脱
档治具和四门弹簧治具与车身碰撞会将涂料碎屑掉 漆温度不足等 3 个分要因。 通过定量的设定,治具清
落在车身上,形成碎屑。 如图 4 所示。 那为什么会形成 洗清洗能力是目前 80 套/d,提升到 850 套/d 才能满足
碎屑呢? 因为目前治具的清洗能力为 80 套/d,面向某 “一回清洗”的相关工艺要求。
生产线 800 台/d 以上的生产量, 清洗能力远远不足。
图 4 治具的碎屑掉落到车身上的示意图
4 制定对策与分阶段实施 第一阶段,首先提升早班的治具清洗能力,目标
提升到 80 套/d→320 套/d。 为期 3 个星期。
由于以上分析的要因, 均不能一次马上进行对 (1)治具清洗收容数不足:通过导入对治具清洗
策,所以为了达成目标,分开如下 3 个阶段实施,而每 框进行改造,提升了清洗的容纳数。 目前治具清洗需
个阶段均是在前一个阶段的对策完全实施作为基础 要进行分类,浪费工时,作业比较困难,导入这些治具
的前提下才产生效果的。 框后,厂家可以不用分拣治具,直接投入槽内进行清
9
涂装工艺 COATING PROCESS