
Page 20 - 涂层与防护2020-03完整版
P. 20
黄祉伟:降低车身涂装打磨点的治具一回清洗工艺探讨
到的效果是,碎屑数量控制达标,中涂打磨和中涂检 后,对治具表面附着涂层直接进行脱漆清洗,通过“一
查工序的得以取消。 取得的意义:从小范围来说,使某 回清洗”,以达到减少治具碎屑产生、递减下线返修阻
涂装产线品质得到了质变的飞跃,人工返修成本大幅 碍、节省成本的目的。 如图 1 所示物流的角度,简单定
下降;从大范围来说,这无疑是涂装行业提高品质的 义治具“一回清洗”工艺。
标杆和重要参考对象。 某日系涂装产线成功打造了 “一回清洗” 工艺,
并且成为国内涂装车间的标杆。 这样的工艺已经充
1 治具“一回清洗”工艺的概述 分地应用在其各个涂装生产线, 甚至充分考虑到新
建设的涂装生产线, 而后面会详细阐述导入这个工
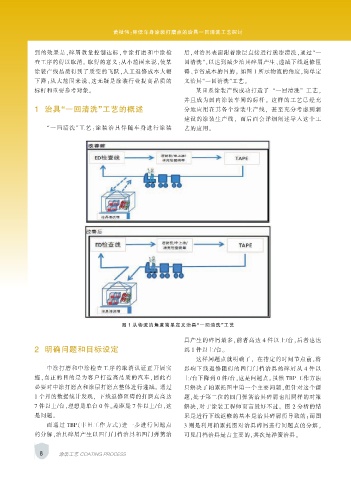
“一回 清洗 ”工 艺:涂 装治 具 伴随 车身 进 行涂 装 艺的应用。
图 1 从物流的角度简单定义治具“一回清洗”工艺
具产生的碎屑最多,前者高达 4 件以上/台,后者也达
2 明确问题和目标设定 到 1 件以上/台。
这样问题点就明确了, 在指定的时间节点前,将
中涂打磨和中涂检查工序的取消认证正开展实 影响下线返修阻碍的四门门档治具的碎屑从 4 件以
施,真正的目的是为客户打造高品质的汽车,因此有 上/台下降到 0 件/台,这是问题点。 虽然 TBP 工作方法
必要对中涂打磨点和涂层打磨点整体进行递减。 通过 只解决了帕累托图中第一个主要问题,但针对这个课
1 个月的数据统计发现, 下线返修阻碍的打磨点高达 题,处于第二位的四门弹簧治具碎屑也用同样的对策
7 件以上/台,理想是单台 0 件。差距是 7 件以上/台,这 解决,对于涂装工程师而言最好不过。 图 2 分析的结
是问题。 果是进行下线返修的基本是治具碎屑所导致的;而图
而通过 TBP(丰田工作方式)进一步进行问题点 3 则是利用帕累托图对治具碎屑进行问题点的分解,
的分解,治具碎屑产生以四门门档治具和四门弹簧治 可见门档治具是占主要的,其次是弹簧治具。
8 涂装工艺 COATING PROCESS