
Page 27 - 《涂层与防护》2020年第2期
P. 27
欧阳建群,等:工程机械用粉末涂料的研究
更好的防腐,选用进口的 TGIC 固化剂效果较为优异。 中逸出,有利于形成更加致密的涂层,从而对工件形
同时对于底粉来讲,反应速度稍快,而面粉反应相对 成良好的防护作用。
较慢一些,这样有利于底粉反应过程的小分子从涂层 将表 7 所得的配方 2# 面粉与环氧聚酯防腐蚀底
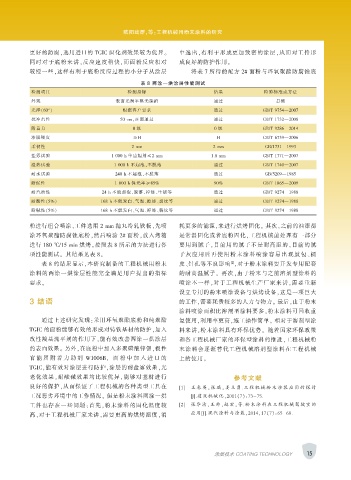
表 8 两涂一烘涂层性能测试
检测项目 检测指标 结果 检验标准或方法
外观 表面光滑平整无缺陷 通过 目测
光泽(60°) 根据客户要求 通过 GB/T 9754—2007
抗冲击性 50 cm,正面通过 通过 GB/T 1732—2008
附着力 0 级 0 级 GB/T 9286—2014
漆膜硬度 ≥H H GB/T 6739—2006
柔韧性 2 mm 2 mm GB/1731—1993
盐雾试验 1 000 h 单边辐射≤2 mm 1.8 mm GB/T 1771—2007
湿热试验 1 000 h 不起泡,不脱落 通过 GB/T 1740—2007
耐水试验 240 h 不起泡,不脱落 通过 GB/5209—1985
耐候性 1 000 h 保光率≥85% 90% GB/T 1865—2009
耐汽油性 24 h 不能起泡、脱落、掉漆、生锈等 通过 GB/T 9274—1988
耐酸性(5%) 168 h 不能发白、气泡、掉漆、裂纹等 通过 GB/T 9274—1988
耐碱性(5%) 168 h 不能发白、气泡、掉漆、裂纹等 通过 GB/T 9274—1988
粉进行组合喷涂,工件选用 2 mm 抛丸冷轧铁板,先喷 耗更多的能源,来进行烘烤固化。 其次,之前的油漆都
涂环氧聚酯防腐蚀底粉,然后喷涂 2# 面粉,放入烤箱 是常温固化或者底粉固化,工程机械前处理有一部分
进行 180 ℃/15 min 烘烤。按照表 8 所示的方法进行各 要用到腻子,目前用的腻子不是耐高温的,目前的腻
项性能测试。 其结果见表 8。 子灰应用后再 使 用粉 末涂 料 喷涂 容易 出 现鼓 包、橘
[2]
表 8 的结果显示,本研究制备的工程机械用粉末 皮、针孔等不良影响 ,对于粉末涂料要开发专用配套
涂料的两涂一烘涂层性能完全满足用户提出的指标 的耐高温腻子。 再次,由于粉末与之前溶剂型涂料的
要求。 喷涂不一样,对于工程机械生产厂家来讲,需要重新
设立专用的粉末喷涂设备与烘烤设备,这是一项巨大
3 结语 的工作,需要耗费较多的人力与物力。 最后,由于粉末
涂料喷涂面积比溶剂型涂料要多,粉末涂料可回收重
通过上述研究发现:采用环氧聚酯底粉和纯聚酯 复使用,利用率更高,施工操作简单。 相对于溶剂型涂
TGIC 的面粉能够有效的形成对铸铁基材的防护,加入 料来讲,粉末涂料具有环保优势。 随着国家环保政策
改性羧基流平剂的作用下,能有效改善两涂一烘涂层 和各工程机械厂家的环保型涂料的推进,工程机械粉
的表面效果。 另外,在底粉中加入多聚磷酸锌钼,极性 末涂料会逐渐替代工程机械溶剂型涂料在工程机械
官 能 团 附 着 力 助 剂 W1006B, 面 粉 中 加 入 进 口 的 上的使用。
TGIC,能有效对涂层进行防护,涂层的耐盐雾效果,光
老化效果,耐酸碱效果均比较优异,能够对基材进行 参考文献
良好的保护,从而保证了工程机械的各种类型工具在 [1] 王 春 英 ,张 瑞 ,姜 立 勇.工 程 机 械 粉 末 涂 装 应 用 的 探 讨
工况恶劣环境中的工作情况。 但是粉末涂料两涂一烘 [J].建筑机械化,2011(7):73-75.
工件也存在一些问题:首先,粉末涂料的固化温度较 [2] 张华清,王帅,赵宏,等.粉 末 涂 料 在 工 程 机 械 驾 驶 室 的
高,对于工程机械厂家来讲,需要更高的烘烤温度,消 应用[J].现代涂料与涂装,2014,17(7):65-68.
15
涂层技术 COATING TECHNOLOGY