
Page 49 - 《涂层与防护》2019年第7期
P. 49
刘琦,等:轨道交通行业操纵台面板荧光漆描字工艺的开发及应用
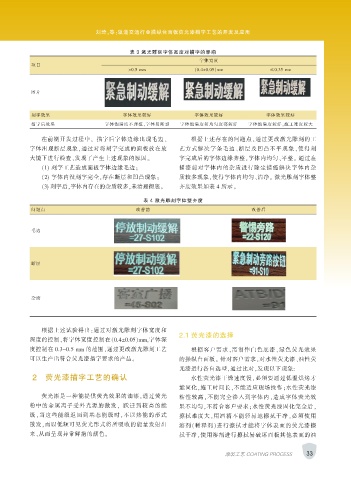
表 3 激光雕刻字体宽度对描字的影响
字体宽度
项目
>0.5 mm (0.4±0.05)mm ≤0.35 mm
图片
刻字效果 字体效果较好 字体效果较好 字体效果较好
描字后效果 字体饱满度不理想、字体易断裂 字体饱满度和均匀度都较好 字体饱满度较好,施工难度较大
!!!!!!在前期开发过程中, 描字后字体边缘出现毛边、 根据上述存在的问题点,通过更改激光雕刻的工
字体出现断层现象,通过对将刻字完成的面板放在放 艺方式解决字条毛边、断层及凹凸不平现象,使得刻
大镜下进行检查,发现了产生上述现象的原因。 字完成后的字体边缘齐整,字体内均匀、平整。 通过在
(1) 刻字工艺造成面板字体边缘毛边; 描漆前对字体内的杂质进行除尘措施解决字体内杂
(2) 字体内没刻字完全,存在断层和凹凸现象; 质较多现象,使得字体内均匀、洁净。 激光雕刻字体整
(3) 刻字后,字体内存在的杂质较多,未清理彻底。 齐度效果如表 4 所示。
表 4 激光雕刻字体整齐度
问题点 改善前 改善后
毛边
断层
杂质
根据上述试验得出:通过对激光雕刻字体宽度和
2.1 荧光漆的选择
深度的控制,将字体宽度控制在(0.4±0.05)mm,字体深
度控制在 0.3~0.5 mm 的范围,通过更改激光雕刻工艺 根据客户需求,需制作白色底漆、绿色荧光效果
可以生产出符合荧光漆描字要求的产品。 的操纵台面板。 针对客户需求,对水性荧光漆、油性荧
光漆进行各自选型,通过比对,发现以下现象:
2 荧光漆描字工艺的确认 水性荧光漆干燥速度慢,必须要通过低温烘烤才
能固化,施工时间长,不能适应现场操作;水性荧光漆
荧光漆是一种能提供荧光效果的油漆,通过荧光 粘性较高,不能完全渗入到字体内,造成字体荧光效
粉中的金属离子受外光源的激发, 跃迁到较高的能 果不均匀,不符合客户要求;水性荧光漆固化完全后,
级,当这些能级返回到基态能级时,不以热能的形式 擦拭难度大,用酒精不能轻易地擦拭干净,必须使用
散发,而以低频可见荧光形式将所吸收的能量发射出 溶剂(稀释剂)进行擦拭才能将字体表面的荧光漆擦
来,从而呈现异常鲜艳的颜色。 拭干净,使用溶剂进行擦拭易破坏面板其他表面的油
33
涂装工艺 COATING PROCESS