
Page 31 - 涂层与防护2019-02
P. 31
潘云飞,等:飞机蒙皮用高性能底色漆的制备及性能研究
锡作为涂料体系的催干剂。 材的润湿性,防止产生缩孔;能够减少漆膜表面因溶
底色漆中的低聚物具有较高的官能团含量,同时 剂挥发而产生的表面张力差, 改善表面流动状态,使
采用较高极性和高表面张力的溶剂来获得低黏度,所 涂料迅速流平。 试验中采用 BYK-331 作为底色漆的
以底色漆的表面张力比常规溶剂型涂料高,其对基材 流平剂,不仅能改善涂料的流平性,还可以有效地消
的润湿性也较常规溶剂型涂料差, 更易产生缩孔、边 除气泡。
缘覆盖性差等缺陷。 因此,需要使用流平剂来加以解
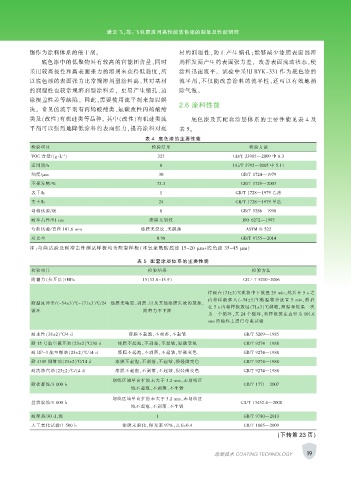
2.6 涂料性能
决。 常见的流平剂有丙烯酸酯类、氟碳改性丙烯酸酯
类及(改性)有机硅类等品种。 其中(改性)有机硅类流 底色漆及其配套涂层体系的主要性能见表 4 及
平剂可以强烈地降低涂料的表面张力,提高涂料对底 表 5。
表 4 底色漆的主要性能
检验项目 检验结果 检验方法
-1
VOC 含量/(g · L ) 327 GB/T 23985—2009 中 8.3
适用期/h 6 HG/T 3792—2005 中 5.11
细度/μm 30 GB/T 1724—1979
不挥发物/% 72.3 GB/T 1725—2007
表干/h 1 GB/T 1728—1979 乙法
实干/h 24 GB/T 1728—1979 甲法
划格试验/级 0 GB/T 9286—1998
耐冲击性/91 cm 漆膜无裂纹 ISO 6272—1993
弯曲试验/直径 101.6 mm 漆膜无裂纹、无脱落 ASTM D 522
对比率 0.98 GB/T 9755—2014
注:弯曲试验及耐冲击性测试样板均为配套样板(环氧聚酰胺底漆 15~20 μm+底色漆 35~45 μm)
表 5 配套涂层体系的主要性能
检验项目 检验结果 检验方法
附着力(拉开法)/MPa 15(13.8~15.9) GB∕T 5210-2006
样板在(71±3)℃烘箱中下放置 25 min,然后在 5 s 之
内 将 样 板 移 入 (-54±3)℃低 温 箱 中 放 置 5 min,然 后
耐温度冲击/(-54±3)℃~(71±3)℃/24 漆膜无龟裂、剥离、以及其他漆膜失效的现象,
在 5 s 内将样板放回(71±3)℃烘箱,高温和低温一次
循环 附着力不下降
为一个循环,共 24 个循环,将样板放在直径为 101.6
mm 的轴棒上进行弯曲试验
耐水性(38±2)℃/4 d 漆膜不起泡,不剥落,不起皱 GB/T 5209—1985
耐 15 号航空液压油(23±2)℃/30 d 漆膜不起泡,不剥落,不起皱,轻微变色 GB/T 9274—1988
耐 RP-3 航空燃油(23±2)℃/14 d 漆膜不起泡,不剥落,不起皱,轻微变色 GB/T 9274—1988
耐 4109 润滑油(23±2)℃/14 d 漆膜不起泡,不剥落,不起皱,很轻微变色 GB/T 9274—1988
耐洗涤汽油(23±2)℃/14 d 漆膜不起泡,不剥落,不起皱,很轻微变色 GB/T 9274—1988
划线区域单向扩蚀未大于 3.2 mm,未划线区
耐盐雾性/3 000 h GB/T 1771—2007
域不起泡、不剥落、不生锈
划线区域单向扩蚀未大于 3.2 mm,未划线区
丝状腐蚀/1 000 h GB/T 13452.4—2008
域不起泡、不剥落、不生锈
耐湿热/30 d,级 1 GB/T 9780—2013
人工老化试验/1 500 h 漆膜未粉化,保光率 97%,△E=0.4 GB/T 1865—2009
(下转第 23 页)
涂层技术 COATING TECHNOLOGY 19