
Page 23 - 涂层与防护2020-07-电子版
P. 23
林旭峰,等:浅谈车身防腐的制造要点
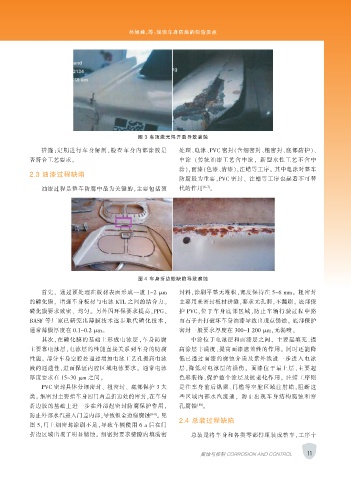
图 3 车顶激光焊开裂导致腐蚀
措施:定期进行车身解剖,检查车身内部涂胶是 处理、电泳、PVC 密封(含细密封、粗密封、底部防护)、
否符合工艺要求。 中涂 (传统油漆工艺含中涂, 新型水性工艺不含中
涂),面漆(色漆、清漆),注蜡等工序。 其中电泳对整车
2.3 油漆过程缺陷
防腐最为重要,PVC 密封、 注蜡等工序也起着不可替
油漆过程是整车防腐中最为关键的,主要包括预 代的作用 [6-7] 。
图 4 车身折边胶缺陷导致腐蚀
首先, 通过预处理在板材表面形成一道 1~2 μm 封料,涂刷平整无堆积,宽度保持在 5~6 mm。 粗密封
的磷化膜, 增强车身板材与电泳 KTL 之间的结合力。 主要用来密封板材拼缝,要求无孔洞,不漏刷。 底部保
磷化膜要求致密、 均匀。 另外因环保要求提高,PPG、 护 PVC,位于车身底部区域,防止车辆行驶过程中路
BASF 等厂家已研究出薄膜技术逐步取代磷化技术, 面石子击打破坏车身油漆导致出现点锈蚀。 底部保护
通常薄膜厚度在 0.1~0.2 μm。 密封一般要求厚度在 300~1 200 μm,无漏喷。
其次,在磷化膜的基础上形成电泳层,车身防腐 中涂位于电泳层和面漆层之间, 主要起填充、提
主要靠电泳层,电泳层的性能直接关系到车身的防腐 高涂层丰满度、提高面漆遮盖性的作用。 同时还能降
性能。 部分车身空腔处通过增加电泳工艺孔提高电泳 低已透过面漆的腐蚀介质及紫外线进一步进入电泳
液的通透性,进而保证内腔区域电泳要求。 通常电泳 层,降低对电泳层的损伤。 面漆位于最上层,主要起
厚度要求在 15~30 μm 之间。 色彩装饰、保护整个涂层及抗老化作用。 注蜡工序则
PVC 密封具体分细密封、 粗密封、 底部保护 3 大 是往车身前后纵梁、门槛等空腔区域注射蜡,阻断这
类。 细密封主要指车身四门两盖折边处的密封,在车身 些区域内部水汽流通, 防止出现车身结构腐蚀和穿
折边胶的基础上进一步在外部起密封防腐保护作用, 孔腐蚀 [10] 。
防止外部水汽进入门盖内部,导致钣金边缘腐蚀 [8-9] 。 见
2.4 总装过程缺陷
图 5,门上细密封涂刷不足,导致车辆使用 6 a 后在门
折边区域出现了明显锈蚀。 细密封要求缝隙内填满密 总装是将车身和各类零部件组装成整车,工序十
11
腐蚀与控制 CORROSION AND CONTROL