
Page 62 - 涂层与防护2020-04电子版
P. 62
何宾,等:激光除锈在海洋工程建造领域的应用前景
图 2 P-LASER QF-50 除锈原理示意图
3.1.1 实验概况 验标准后,测试处理区域粗糙度、油漆附着力等参数。
在结构预制车间选取一块未经喷砂等表面处理过 3.1.2 测试结果
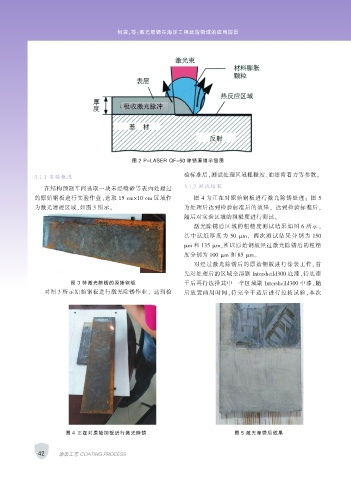
的原始钢板进行实验作业,选取 15 cm×10 cm 区域作 图 4 为正在对原始钢板进行激光除锈处理; 图 5
为激光清理区域,如图 3 所示。 为处理后达到检验标准后的效果, 达到检验标准后,
随后对实验区域的粗糙度进行测试。
激光除锈后区域的粗糙度测试结果如图 6 所示,
其中试 纸厚 度 为 50 μm, 两 次测 试 结果 分别 为 150
μm 和 135 μm,所以原始钢板经过激光除锈后的粗糙
度分别为 100 μm 和 85 μm。
对经过激光除锈后的原始钢板进行涂装工作,首
先对处理后的区域全部刷 Intersheild300 底漆,待底漆
图 3 待激光除锈的原始钢板 干后再行选择其中一半区域刷 Intersheild300 中漆,随
对图 3 所示原始钢板进行激光除锈作业, 达到检 后放置两周时间,待完全干透后进行拉拔试验,本次
图 4 正在对原始钢板进行激光除锈 图 5 激光除锈后效果
42 涂装工艺 COATING PROCESS