
Page 19 - 《涂层与防护》2020年第2期
P. 19
杨治强,等:风电设备的粉末涂装和技术要求
图 4 “双涂双烤”喷涂工艺流程简图
完全采用了此测试程序。 从表中可以看出,高腐蚀级 足 C4H 的测试要求。以我公司的超高防腐环氧粉末涂
别的实验室检测对基材、前处理和粉末涂料都有很高 料作为底粉, 搭配高耐候聚酯粉末涂料作为面粉,可
的要求。 实验主要难点在于 ISO 12944-6 对中性盐雾 以满足 C5H 的测试要求。 我公司与风电设备厂商合
试验的要求,C4H 要求盐雾实验 720 h 后,单边锈蚀宽 作, 共同开发的产品已经通过 SGS 对于 C4H 和 C5H
度要≤1mm,C5H 要求盐雾试验 1 440 h 后,单边锈蚀 的各种项目测试,取得了相关报告。
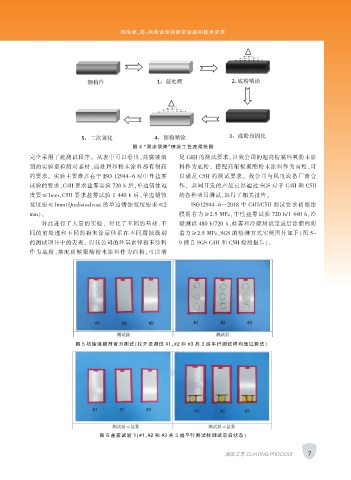
宽度要≤1mm(Qualisteelcoat 的单边锈蚀宽度要求≤2 ISO12944-6—2018 中 C4H/C5H 测试要求初始漆
mm)。 膜附着力≥2.5 MPa,中性盐雾试验 720 h/1 440 h,冷
对此进行了大量的实验, 对比了不同的基材、不 凝测试 480 h/720 h,盐雾和冷凝测试完成后涂膜的附
同的前处理和不同的粉末涂层体系在不同腐蚀级别 着力≥2.5 MPa,SGS 的检测方式实例图片如下(图 5~
的测试项目中的表现。 以我公司的环氧富锌粉末涂料 9 摘自 SGS C4H 和 C5H 检测报告)。
作为底粉,搭配耐候聚酯粉末涂料作为面粉,可以满
图 5 初始漆膜附着力测试(拉开法测试 #1,#2 和 #3 共 3 组平行测试样均通过测试)
图 6 盐雾试验 1(#1,#2 和 #3 共 3 组平行测试样测试前后状态)
7
涂装工艺 COATING PROCESS