
Page 14 - 《涂层与防护》2020年第2期
P. 14
杨治强,等:风电设备的粉末涂装和技术要求
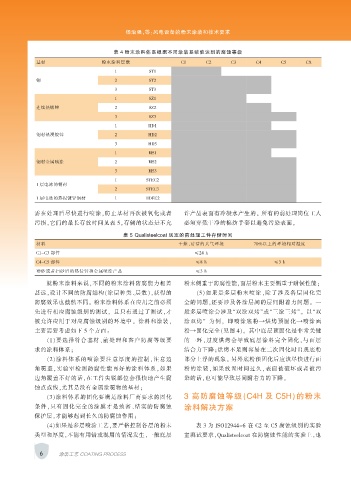
表 4 粉末涂料体系根据不同涂装系统能达到的腐蚀等级
基材 粉末涂料层数 C1 C2 C3 C4 C5 CX
1 ST1
钢 2 ST2
3 ST3
1 SZ1
连续热镀锌 2 SZ2
3 SZ3
1 HD1
钢材热浸镀锌 2 HD2
3 HD3
1 MS1
钢材金属喷涂 2 MS2
3 MS3
1 STEC2
1 层电泳的钢材
2 STEC3
1 层电泳的热浸镀锌钢材 1 HDEC2
需在处理后尽快进行喷涂,防止基材再次被氧化或者 许产品表面有冷凝水产生的。 所有的前处理岗位工人
污损,它们的最长存放时间见表 5。存储的状态是不允 必须穿戴干净的棉纺手套以避免污染表面。
表 5 Qualisteelcoat 规定的前处理工件存储时间
材料 干燥,清洁的大气环境 70%以上的环境相对湿度
C1-C3 部件 ≤24 h
C4-C5 部件 ≤8 h ≤3 h
冲砂或者扫砂后的热浸锌和金属喷涂产品 ≤3 h
就粉末涂料来说,不同的粉末涂料防腐能力相差 粉末侧重于防腐性能,面层粉末主要侧重于耐候性能;
甚远,设计不同的防腐结构(涂层种类、层数),获得的 (5)如果是多层粉末喷涂,除了涉及各层固化完
防腐效果也截然不同。 粉末涂料体系在应用之前必须 全的问题,还要涉及各涂层间的层间附着力问题。 一
先进行相应腐蚀级别的测试, 且只有通过了测试,才 般多层喷涂会涉及“双涂双烤”或“三涂三烤”。 以“双
被允许应用于对应腐蚀级别的环境中。 涂料和涂装, 涂双烤” 为例, 即喷涂底粉→烘烤预固化→喷涂面
主要需要考虑如下 5 个方面: 粉→固化完全(见图 4)。 其中底层预固化是非常关键
(1)要选择符合基材、前处理和客户防腐等级要 的一环,过度烘烤会导致底层涂料完全固化,与面层
求的涂料体系; 结合力下降;烘烤不足则容易在二次固化时出现底粉
(2)涂料体系的喷涂要注意厚度的控制,注意边 部分上浮的现象。 另外底粉预固化后应该尽快进行面
角覆盖,实验室检测防腐性能再好的涂料体系,如果 粉的涂装,如果放置时间过久,表面被破坏或者被污
边角覆盖不好的话,在工件尖锐部位会很快地产生腐 染的话,也可能导致层间附着力的下降。
蚀点或线,尤其是没有金属涂覆物的基材;
(3)涂料体系的固化要满足涂料厂商要求的固化 3 高防腐蚀等级(C4H 及 C5H)的粉末
条件,只有固化完全的涂膜才是致密、结实的防腐蚀 涂料解决方案
保护层,才能够起到长久的防腐蚀作用;
(4)如果是多层喷涂工艺,要严格控制各层的粉末 表 3 为 ISO12944-6 在 C2 至 C5 腐蚀级别的实验
类型和厚度,不能有用错或混用的情况发生,一般底层 室测试要求,Qualisteelcoat 在防腐蚀性能的实验上,也
6 涂装工艺 COATING PROCESS